Станция предназначена для гидравлического питания и точного управления исполнительными гидромеханизмами технологической линии. В типовой линии бетонных изделий сервогидростанция обеспечивает:
- Прессование и прижим в зоне формования.
- Перемещение узлов, кареток, тележек, механизмов подачи и съема.
- Фиксацию, зажим, удержание, возврат рабочих органов.
- Работа с режимами переменной нагрузки в рамках производственного цикла.
Ключевая особенность заключается в том, что насосный агрегат не работает постоянно на максимальной подаче. Сервопривод регулирует производительность и мощность по фактической потребности механизма на конкретном участке цикла. Это снижает бесполезный перепуск масла через предохранительные и переливные контуры, уменьшает паразитный нагрев, стабилизирует температуру рабочей жидкости и делает усилия при прессовании, прижиме и перемещениях более предсказуемыми.
Концепция сервогидравлики и практический эффект
В обычной гидросистеме при цикличной работе и переменной нагрузке часть энергии теряется на перепуске потока через регулирующую арматуру и защитные контуры. Избыточный расход превращается в тепло, растет температура масла, меняется вязкость, а вместе с ней меняются скорость, усилие и повторяемость движений.
В сервогидравлической станции логика иная. Управление строится по параметрам давления, скорости и положения в полностью замкнутом цифровом контуре. Сервопривод насосного агрегата подстраивает подачу и создаваемое давление под конкретную операцию. В статических паузах и удержаниях отсутствует необходимость гонять избыточный поток в перепуск, поэтому резко уменьшается нагрев при неподвижной фазе. В результате линия работает стабильнее, температурные колебания меньше, качество цикла формования предсказуемее, а энергорасход снижается.
Экономия энергии более 30 процентов по сравнению с обычной гидросистемой. Снижение уровня шума на величину от 10 до 20 децибел по сравнению с традиционной гидросистемой. Тепловыделение на уровне от 10 до 30 процентов от традиционного гидравлической станции вибропресса, поскольку исключается переливной нагрев и сопротивление потоку при неподвижной фазе. Рост рабочего такта от 10 до 20 процентов за счет корректного управления ускорением и торможением и оптимизации энергии.
Принцип работы по этапам технологического цикла
- Пуск и готовность. Система управления включает сервопривод насосного агрегата и переводит станцию в режим ожидания. Станция готова мгновенно поднять давление и расход по команде технологического цикла.
- Формирование уставок и набор параметров под операцию. При запуске операции прессования или перемещения программируемый логический контроллер задает уставки. Замкнутый сервоконтур управляет насосным модулем так, чтобы обеспечить требуемые параметры давления, скорости и положения в цифровом контуре управления.
- Исполнение движения. Рабочий поток распределяется аппаратурой к нужному исполнительному механизму, например пресс цилиндру, механизму перемещения каретки, зажиму, фиксации, прижиму.
- Удержание и статические паузы. При остановке движения сервогидравлическая станция не создает избыточный поток для последующего перепуска. Это снижает нагрев при статике и уменьшает тепловую нагрузку на масло и оборудование.
- Возврат и завершение цикла. На возврате исполнительных органов станция снова подстраивает параметры под требуемую скорость и усилие. Затем снижает нагрузку до режима ожидания до следующей операции.
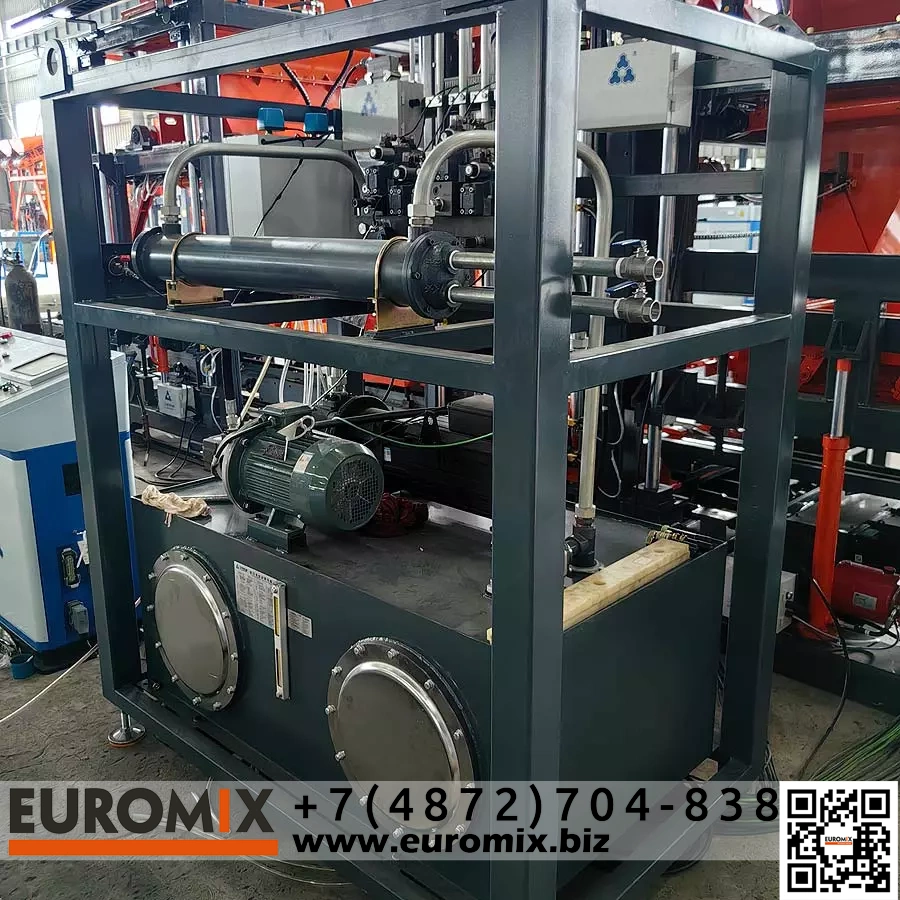
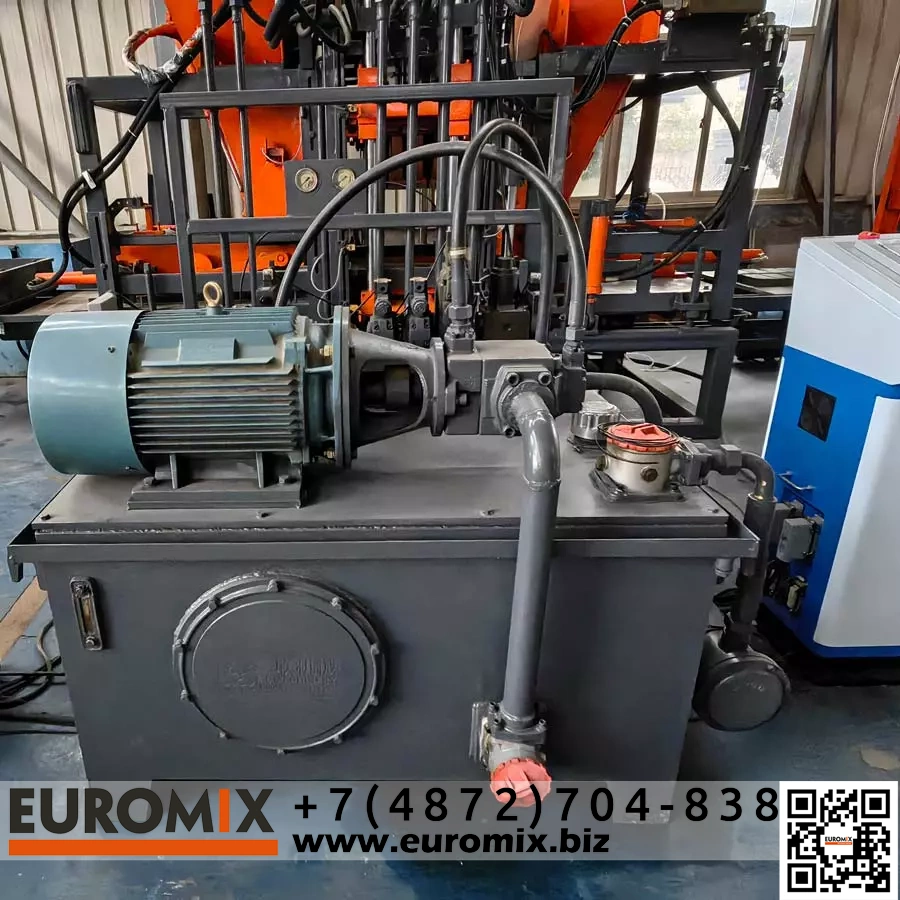
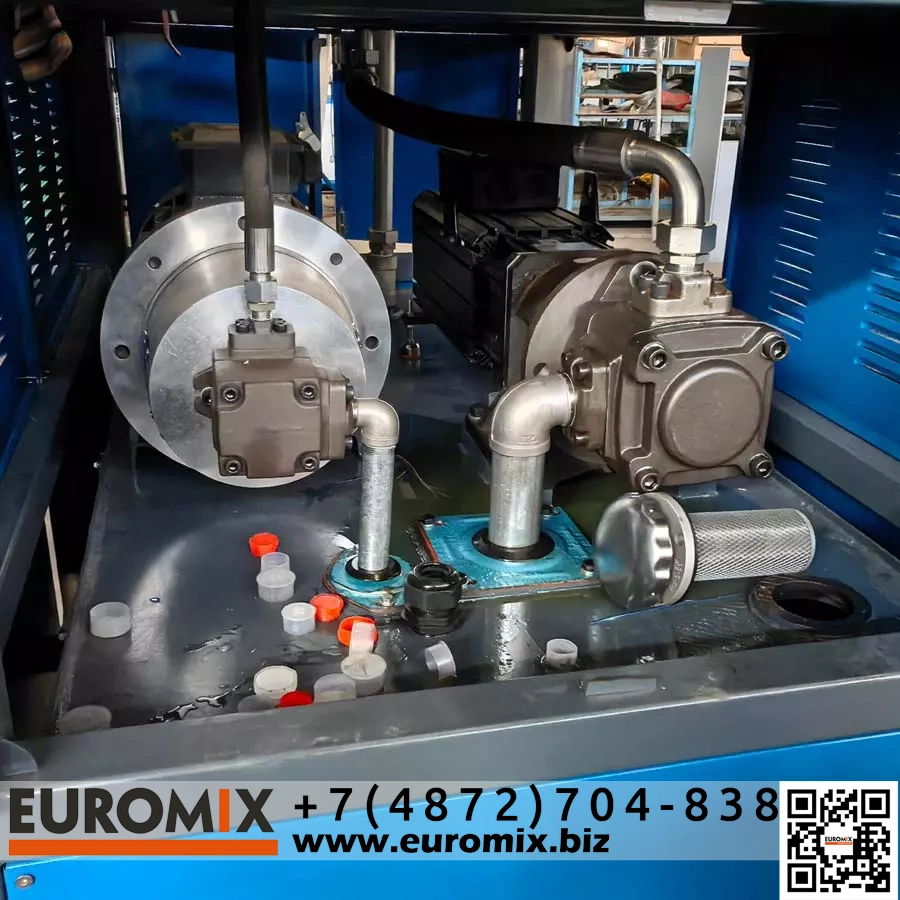
Состав и модули сервогидравлической станции как силового модуля.
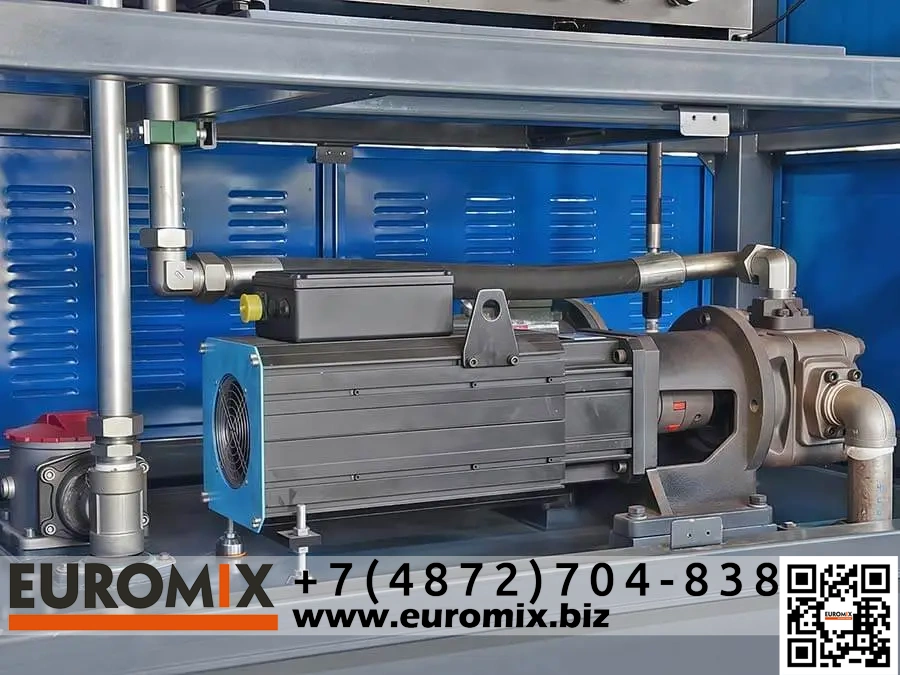
- Насосно приводной модуль
- Сервопривод, электродвигатель и система управления, обеспечивающие регулирование мощности и подачи под нагрузку.
- Гидронасосный агрегат, формирующий рабочий поток и давление для потребителей.
- Гидробак и подготовка рабочей жидкости
- Бак гидросистемы с технологическими люками для обслуживания.
- Указатель уровня, узлы обслуживания, типовая промышленная конструкция.
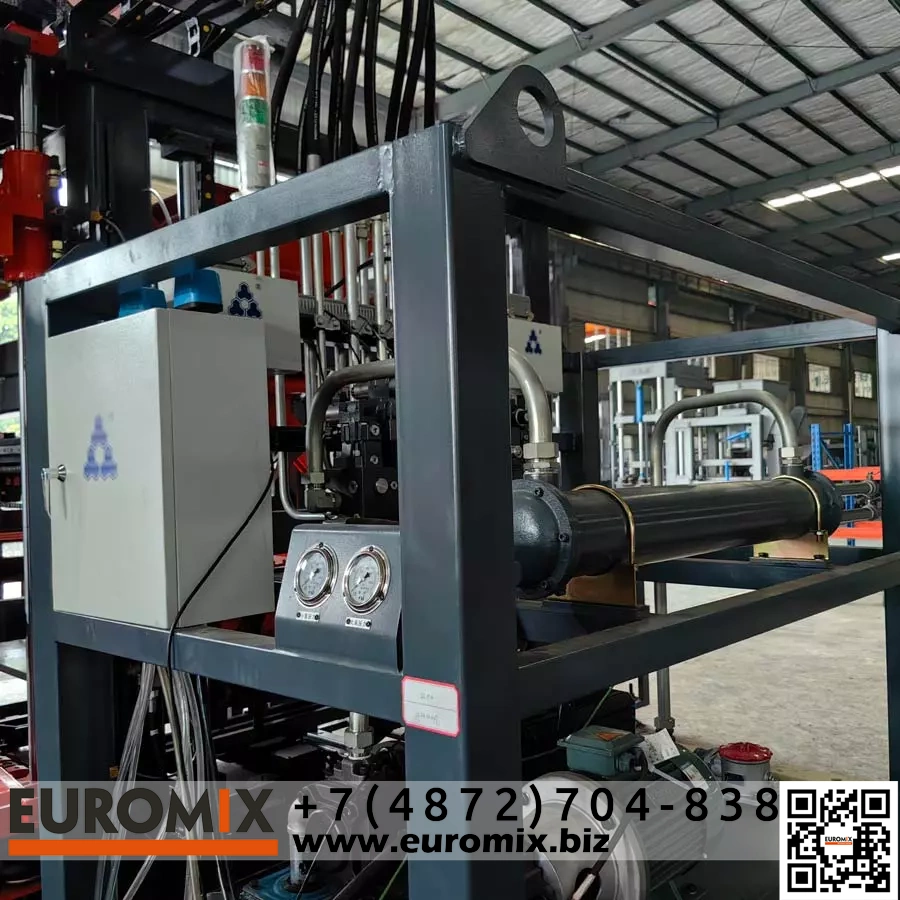
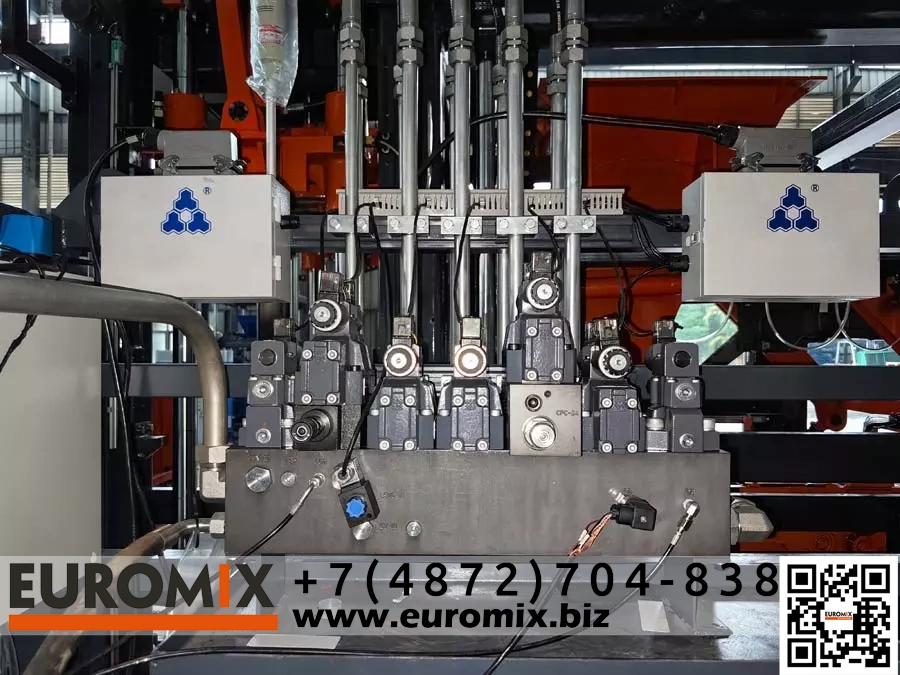
- Распределительный блок
- Распределительная аппаратура, гидрораспределители и клапанные блоки, направляющие поток к исполнительным механизмам.
- Предохранительные и регулирующие элементы для защиты контуров и настройки режимов.
- Контур фильтрации
- Фильтры всасывающей и сливной линии в зависимости от схемы.
- Поддержание чистоты масла для ресурса клапанов, распределителей и насосного агрегата.
- Контур контроля параметров и замкнутое управление
- Датчики и измерительные цепи для цифрового контроля давления, скорости и положения.
- Интерфейс связи с программируемым логическим контроллером и системой управления линии.
- Контур охлаждения и теплообмена
- Узлы отвода тепла и стабилизации температуры масла.
- Актуально для многосменного режима, существенно меньшее тепловыделение по сравнению с традиционными решениями.
- Шкаф управления как часть системы
- Силовая часть приводов и автоматика.
- Блокировки безопасности, защита, диагностика, управление режимами.
Преимущества для вибропресса и линии бетонных изделий
Энергоэффективность и снижение себестоимости
Экономия энергии более 30 процентов дает прямое снижение эксплуатационных затрат в многосменном режиме. Снижается удельная стоимость формования и уменьшается нагрузка на энергетическую инфраструктуру цеха.
Снижение уровня шума
Снижение уровня шума от 10 до 20 децибел улучшает акустические условия на рабочем месте и упрощает организацию производственной зоны.
Снижение нагрева и стабилизация параметров масла
Тепловыделение на уровне от 10 до 30 процентов от традиционной гидравлической станции вибропресса уменьшает риски перегрева. Более стабильная температура - более стабильная вязкость масла, а значит более стабильные скорости и повторяемость усилий в течение смены.
Точность и повторяемость технологического цикла
Замкнутый цифровой контроль давления, скорости и положения повышает повторяемость усилий и перемещений. Для вибропрессования это напрямую влияет на стабильность геометрии изделий, качество уплотнения смеси, повторяемость высоты и плотности, а также на предсказуемость работы при изменении нагрузки.
Повышение производительности
Рост рабочего такта от 10 до 20 процентов за счет оптимизации разгона и торможения и управления энергией. Это позволяет сокращать пустые паузы и повышать стабильность цикла при смене формы и рецептуры.
Область применения
- Линии вибропрессования бетонных изделий, стеновые блоки, тротуарная плитка, бордюр, водоотводные элементы, специальные изделия.
- Автоматические линии с гидроцилиндрами, перемещения, прижимы, фиксация, прессование, удержание.
- Модернизация существующих вибропрессовпрессов и формовочных машин, переход на сервогидравлику для экономии энергии, снижения шума и повышения повторяемости цикла.
| Экономия энергии по сравнению с обычной гидросистемой | более 30% |
| Снижение уровня шума по сравнению с традиционной гидросистемой | от 10 до 20 дБ |
| Тепловыделение по сравнению с традиционным гидропрессом | от 10 до 30% |
| Управляемые параметры в замкнутом цифровом контуре | давление, скорость, положение |
| Рост рабочего такта по сравнению с традиционной гидросистемой | от 10 до 20% |